การวัดความหนาผิวเคลือบ









ความหนาของผิวเคลือบเป็นตัวแปรสำคัญที่มีบทบาทในด้านคุณภาพของผลิตภัณฑ์ การควบคุมกระบวนการผลิต และการควบคุมต้นทุน การวัดความหนาของฟิล์มสามารถทำได้ด้วยเครื่องมือต่างๆ ดังนั้นการทำความเข้าใจถึงการทำงานของเครื่องมือที่ใช้วัดความหนาสี และวิธีใช้งานจะเป็นประโยชน์ต่อทุก ๆ งานเคลือบ
สิ่งที่จะเป็นตัวกำหนดว่าวิธีการใดจะเป็นวิธีที่ดีที่สุดสำหรับการวัดสีหรือวัดการเคลือบ ได้แก่ ชนิดของสารเคลือบ วัสดุพื้นผิว ช่วงความหนาของสารเคลือบ ขนาดและรูปร่างของชิ้นงาน และต้นทุนของอุปกรณ์
เทคนิคการวัดที่ใช้กันทั่วไปสำหรับฟิล์มอินทรีย์อบ และวิธีการวัดของฟิล์มแห้งแบบไม่ทำลายผิว (nondestructive dry film methods) ได้แก่ magnetic, eddy current, ultrasonic หรือ ไมโครมิเตอร์ และการวัดฟิล์มแห้งแบบทำลายผิว (destructive dry film methods) เช่น การวัดภาคตัดขวางหรือการวัดโดยนํ้าหนัก (gravimetric) นอกจากนี้ ยังมีวิธีการวัดความหนาสี และ วัดความหนาผิวเคลือบงานพ่นสีฝุ่นก่อนที่จะถูกอบอีกด้วย
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
1.เกจวัดความหนาสีแบบ magnetic คืออะไร?
2.เกจวัดความหนาสีแบบ magnetic pull-off คืออะไร?
3.เกจวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้า (Magnetic and Electromagnetic Induction) คืออะไร?
4.เกจวัดความหนาสีด้วย Eddy Current คืออะไร?
5.เครื่องวัดความหนาสีอัลตราโซนิกคืออะไร?
6.ไมโครมิเตอร์ใช้วัดความหนาของสีได้อย่างไร?
7.การทดสอบแบบทำลายผิวเคลือบแบบใดบ้างที่ใช้สำหรับการวัดความหนาของสี?
8.วิธีการวัดความหนาสีด้วยการวิเคราะห์โดยน้ำหนัก (Gravimetric method) คืออะไร?
9.เราสามารถวัดความหนาสีก่อนอบได้อย่างไร?
10.แผ่นสอบเทียบความหนาผิวเคลือบ
11.สรุป
เกจวัดความหนาสีแบบ magnetic คืออะไร?
เกจวัดความหนาสีแบบ magnetic คือ เกจที่ใช้การวัดความหนาผิวเคลือบแบบไม่ทำลายผิวของวัสดุเคลือบชนิดที่ไม่มีคุณสมบัติทางแม่เหล็ก (non-magnetic coating) บนเหล็ก (ferrous) การเคลือบส่วนใหญ่บนสตีล (Steel) และเหล็ก (ferrous) จะวัดด้วยวิธีนี้ เกจวัดความหนาสีแบบ Magnetic จะใช้หนึ่งในสองหลักการในการทำงานคือ magnetic Pull-off หรือการเหนี่ยวนำแม่เหล็ก/แม่เหล็กไฟฟ้า (magnetic/electromagnetic induction)
เกจวัดความหนาสีแบบ magnetic pull-off คืออะไร?
เกจวัดความหนาสีแบบ magnetic pull-off คือ เกจที่ใช้แม่เหล็กถาวร สปริงที่ได้รับสอบเทียบแล้ว และเป็นขีดสเกลเพื่ออ่านค่า การดึงดูดระหว่างแม่เหล็กและ magnetic steel จะทำให้ทั้งคู่ดึงดูดเข้าหากัน : เมื่อมีความหนาของชั้นเคลือบจะทำให้แยกแรงดึงดูดของทั้งสองได้ และทำให้สามารถดึงแม่เหล็กออกจากกันจะง่ายขึ้น ความหนาของสีและการเคลือบถูกกำหนดโดยการวัดแรงดึงออก (pull-off) การเคลือบที่บางกว่าจะมีแรงดึงดูดทางแม่เหล็กมากกว่า ในขณะที่ฟิล์มที่หนากว่าจะมีแรงดึงดูดทางแม่เหล็กน้อยกว่า การทดสอบด้วยเกจวัดความหนาแบบ magnetic จะมีความไวต่อความหยาบของพื้นผิว ความโค้ง ความหนาของพื้นผิว และองค์ประกอบของโลหะผสม
เกจวัดความหนาแบบ magnetic pull-off เป็นเกจที่มีความทนทาน ใช้งานง่าย ราคาไม่แพง พกพาสะดวก และโดยปกติไม่ต้องมีการปรับเทียบ จึงเป็นอีกทางเลือกที่ดีสำหรับสถานการณ์ที่ต้องการควบคุมคุณภาพเบื้องต้นระหว่างกระบวนการผลิตโดยการวัดเพียง 3-4 ครั้ง และค่าใช้จ่ายไม่สูง
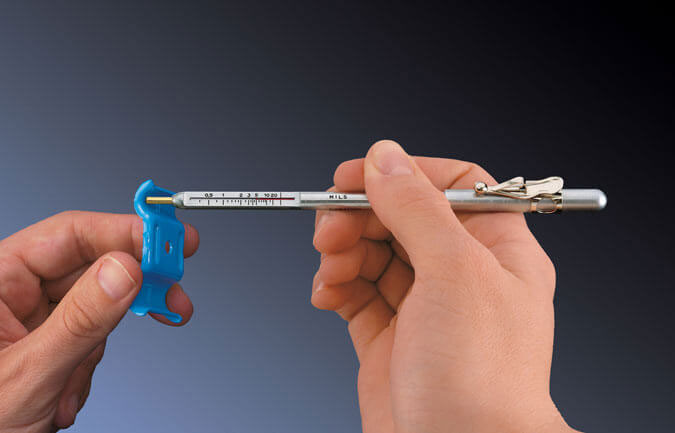
เกจวัดความหนาของสีแบบ Magnetic Pull-off โดยทั่วไปแล้วจะเป็นรุ่นปากกาหรือรุ่นโรลแบ็คไดอัล (Rollback dial) รุ่นปากกา (PosiPen แสดงในรูปที่ 1) ใช้แม่เหล็กที่ติดตั้งกับสปริงเกลียวที่ทำงานในแนวตั้งฉากกับพื้นผิวเคลือบ เกจวัดความหนาเคลือบแบบ Magnetic Pull-off ชนิดปากกา ส่วนใหญ่จะมีแม่เหล็กขนาดใหญ่และได้รับการออกแบบมาให้ทำงานได้ในตำแหน่งเดียวหรือสองตำแหน่งเท่านั้น ซึ่งจะต้องมีค่าชดแรงโน้มถ่วงบางส่วน หรือถ้าจะเลือกรุ่นอื่นที่มีความแม่นยำกว่านี้ก็สามารถเลือกเช่นกัน โดยจะมีแม่เหล็กขนาดเล็กที่มีความแม่นยำสำหรับวัดบนพื้นผิวขนาดเล็ก ร้อน หรือยากต่อการเข้าถึง เพื่อให้แน่ใจว่าการวัดจะมีความแม่นยำเมื่อใช้เกจวัดความหนา ต้องแน่ใจว่าทิศทางการวัดต้องวัดในแนวชี้ลง ขึ้น หรือในแนวนอน โดยมีค่าความคลาดเคลื่อน ±10%
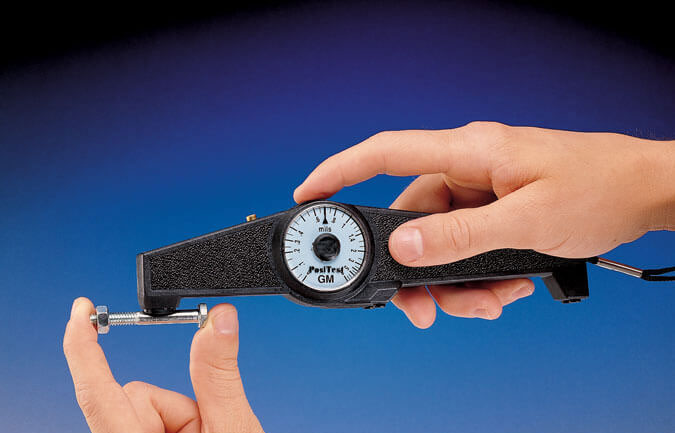
เกจวัดความหนาสีแบบ magnetic pull-off ชนิดโรลแบ็คไดอัล (Rollback dial) (PosiTest แสดงในรูปที่ 2) เป็นรูปแบบทั่วไปของเกจวัดความหนาแบบ magnetic pull-off แม่เหล็กติดอยู่ที่ปลายด้านหนึ่งและเชื่อมต่อกับขดสปริงขนาดเล็กที่สอบเทียบแล้ว โดยการหมุนแป้นหมุนด้วยนิ้ว การเพิ่มแรงที่สปริงจะเป็นการเพิ่มแรงบนแม่เหล็กและดึงออกจากพื้นผิว เกจวัดความหนาสีรุ่นนี้จะใช้งานง่าย และมีด้ามแขนที่สมดุลช่วยให้ทำงานที่ตำแหน่งต่างๆได้ โดยไม่มีผลของแรงโน้มถ่วง สามารถใช้งานได้อย่างปลอดภัยแม้ในสภาพแวดล้อมที่เสี่ยงต่อการระเบิด และมักใช้โดยผู้รับเหมาทาสีและงานพ่นสีฝุ่นขนาดเล็ก ค่าความคลาดเคลื่อนทั่วไปคือ ±5%
เกจวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้า (Magnetic and Electromagnetic Induction) คืออะไร?
เกจวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้าจะใช้แม่เหล็กถาวรเป็นแหล่งกำเนิดของสนามแม่เหล็ก เครื่องกำเนิด Hall-effect หรือตัวต้านทานแบบแม่เหล็ก จะถูกใช้เพื่อตรวจจับความหนาแน่นของฟลักซ์แม่เหล็กที่ขั้วของแม่เหล็ก เครื่องวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้าจะใช้สนามแม่เหล็กไฟฟ้ากระแสสลับ แท่งแม่เหล็กที่พันด้วยขดลวดเส้นเล็กถูกใช้เพื่อผลิตสนามแม่เหล็ก ขดลวดที่สองใช้เพื่อตรวจจับการเปลี่ยนแปลงของฟลักซ์แม่เหล็ก
เครื่องวัดความหนาสีอิเล็กทรอนิกส์เหล่านี้จะวัดการเปลี่ยนแปลงความหนาแน่นของฟลักซ์แม่เหล็กที่พื้นผิวของหัววัดแม่เหล็กเมื่อเข้าใกล้พื้นผิวเหล็ก ความหนาแน่นของฟลักซ์ที่พื้นผิวโพรบจะสัมพันธ์โดยตรงกับระยะห่างจากพื้นผิวเหล็ก ดังนั้นการวัดความหนาแน่นของฟลักซ์จะทำให้สามารถหาความหนาของสารที่เคลือบได้

เกจวัดความหนาสีแบบใช้หลักการทางแม่เหล็กไฟฟ้า (Electronic magnetic) (เช่น PosiTector 6000 F Series, PosiTest DFT Ferrous) มาในรูปทรงและขนาดต่างๆ ซึ่งโดยทั่วไปจะใช้หัววัดแบบแรงดันคงที่ เพื่อให้ค่าที่อ่านได้มีความถูกต้องโดยไม่มีผลจากผู้ปฏิบัติงานที่ออกแรงกดที่แตกต่างกัน ค่าความหนาสีที่อ่านได้จะแสดงผลที่หน้า LCD โดยสามารถเลือกการจัดเก็บผลการวัด การวิเคราะห์ค่าที่อ่านได้ และต่อเครื่องปริ้นหรือคอมพิวเตอร์สำหรับการตรวจสอบเพิ่มเติมได้ ค่าความคลาดเคลื่อนโดยทั่วไปคือ ±1%
โดยควรปฏิบัติตามคำแนะนำของผู้ผลิตอย่างระมัดระวังเพื่อให้ผลลัพธ์ที่แม่นยำที่สุด วิธีทดสอบมาตรฐานมีอยู่ใน ASTM D 1186, D 7091-05, ISO 2178 และ ISO 2808
เกจวัดความหนาสีด้วย Eddy Current คืออะไร?
เทคนิค Eddy current ใช้ในการวัดความหนาของผิวเคลือบแบบไม่ทำลายผิวบนพื้นผิวโลหะที่ไม่ใช่เหล็ก ขดลวดละเอียดจะเหนี่ยวนำกระแสสลับความถี่สูง (สูงกว่า 1 MHz) จะใช้เพื่อตั้งค่าสนามแม่เหล็กไฟฟ้ากระแสสลับที่พื้นผิวของโพรบของเครื่องมือ เมื่อนำหัววัดความหนาของผิวเคลือบมาใกล้พื้นผิวที่นำไฟฟ้า สนามแม่เหล็กไฟฟ้ากระแสสลับจะสร้าง Eddy Current บนพื้นผิว ลักษณะเฉพาะของพื้นผิวและระยะห่างของโพรบจากพื้นผิว (ความหนาของผิวเคลือบ) จะส่งผลต่อขนาด Eddy Current โดย Eddy Current จะสร้างสนามแม่เหล็กไฟฟ้าที่ตรงข้ามกัน ซึ่งสามารถจับสัญญาณได้จากขดลวดที่มีเปลี่ยนแปลงอย่างรวดเร็ว หรือจากขดลวดที่อยู่ติดกัน เกจวัดความหนาผิวเคลือบ Eddy current (เช่น PosiTector 6000 N Series) รูปร่างและลักษณะการทำงานเหมือนเกจวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้า (magnetic) ใช้สำหรับวัดความหนาของสีและการเคลือบบนผิวโลหะที่ไม่ใช่เหล็กทั้งหมด เช่นเดียวกับเกจวัดความหนาสีแบบเหนี่ยวนำแม่เหล็กไฟฟ้า (magnetic) โดยมักใช้โพรบแรงดันคงที่และแสดงผลบนจอ LCD โดยมีตัวเลือกในการจัดเก็บผลการวัดหรือทำการวิเคราะห์ การอ่านและส่งออกไปยังเครื่องพิมพ์หรือคอมพิวเตอร์ทันทีเพื่อทำการตรวจสอบเพิ่มเติม ค่าความคลาดเคลื่อนทั่วไปคือ ±1% การทดสอบมีความไวต่อความหยาบของพื้นผิว ความโค้ง ความหนาของพื้นผิว ชนิดของพื้นผิวโลหะ และระยะห่างจากขอบ
วิธีการมาตรฐานสำหรับการใช้งานและประสิทธิภาพของการทดสอบนี้มีอยู่ใน ASTM B244, ASTM D1400, D7091 และ ISO 2360
ปัจจุบันเครื่องวัดความหนาของสีที่ใช้กันทั่วไปจะรวมเอาหลักการ Electronic magnetic และ Eddy current เข้าไว้ในเครื่องเดียวกัน (เช่น PosiTector 6000 FN, PosiTest DFT Combo) เพื่อลดความซับซ้อนในการวัดความหนาผิวเคลือบบนโลหะ โดยการเปลี่ยนจากหลักการทำงานหนึ่งไปเป็นอีกหลักการหนึ่งโดยอัตโนมัติ ขึ้นอยู่กับผิววัสดุ การรวมกันนี้เป็นที่นิยมในกลุ่มช่างทาสีและสีฝุ่น
เครื่องวัดความหนาสีอัลตราโซนิกคืออะไร?
เทคนิค Ultrasonic pulse-echo ของเครื่องวัดความหนาสีอัลตราโซนิก (เช่น PosiTector 200) ใช้เพื่อวัดความหนาผิวเคลือบบนพื้นผิวที่ไม่ใช่โลหะ (พลาสติก ไม้ ฯลฯ) แบบไม่ทำลายผิวเคลือบ

โพรบของเครื่องวัดความหนาสีจะมีตัวทรานสดิวเซอร์ส่งสัญญาณอัลตราโซนิกผ่านผิวเคลือบ สัญญาณสะท้อนกลับจากพื้นผิวจะส่งไปที่ทรานสดิวเซอร์ และแปลงเป็นสัญญาณไฟฟ้าความถี่สูง รูปคลื่นสะท้อนจะถูกแปลงเป็นดิจิทัลและวิเคราะห์เพื่อหาความหนาของผิวเคลือบ ในบางสถานการณ์ สามารถวัดความหนาของแต่ละชั้นในระบบที่มีหลายชั้นได้
ความคลาดเคลื่อนโดยทั่วไปสำหรับอุปกรณ์นี้คือ ±3%
วิธีการมาตรฐานสำหรับการใช้งานและประสิทธิภาพของการทดสอบนี้มีอยู่ใน ASTM D6132
ไมโครมิเตอร์ใช้วัดความหนาของสีได้อย่างไร?
บางครั้งไมโครมิเตอร์จะถูกใช้เพื่อตรวจสอบความหนาของผิวเคลือบ ข้อดีคือ สามารถวัดความหนาของผิวเคลือบ/พื้นผิวของวัสดุที่ถูกเคลือบได้ แต่ยังมีข้อจำกัดคือ ต้องเข้าถึงพื้นผิวที่ยังไม่ถูกเคลือบได้ และยังวัดผิวเคลือบที่บางได้ยังไม่ดี
ต้องทำการวัดสองครั้ง: ครั้งแรกคือวัดผิวที่มีการเคลือบ และอีกครั้งคือผิวที่ไม่ได้เคลือบ ความแตกต่างระหว่างค่าที่อ่านได้ทั้งสองค่า คือ ความผันแปรของความสูงของผิวถือเป็นความหนาของชั้นเคลือบ หากทำการวัดบนพื้นผิวที่ขรุขระ ไมโครมิเตอร์จะวัดความหนาของผิวเคลือบที่จุดสูงสุด
การทดสอบแบบทำลายผิวเคลือบแบบใดบ้างที่ใช้สำหรับการวัดความหนาของสี?
เทคนิคของการทดสอบแบบทำลายผิวเคลือบอย่างหนึ่งคือ การตัดส่วนที่เคลือบในส่วนตัดขวาง และวัดความหนาของฟิล์มโดยกล้องจุลทรรศน์ เทคนิคการตัดขวางอีกวิธีหนึ่งใช้กล้องจุลทรรศน์แบบมีสเกลเพื่อดูรอยบากทางเรขาคณิตผ่านฟิล์มที่เคลือบ เครื่องมือตัดพิเศษที่มีความแม่นยำใช้สำหรับสร้างร่องวีขนาดเล็กผ่านผิวเคลือบและเข้าไปที่ผิววัสดุ มีเกจที่มาพร้อมปลายตัดและแว่นขยายสเกลและหลอกไฟเพื่อให้ความสว่าง
แม้ว่าหลักการของการทดสอบแบบทำลายผิวเคลือบจะเข้าใจได้ง่าย แต่ค่าที่ได้จะมีโอกาสผิดพลาดสูง เพราะต้องใช้ทักษะในการเตรียมตัวอย่างและการอ่านผลของผู้ปฏิบัติงาน การปรับเรติเคิลการวัดให้มีส่วนต่อบนผิวที่ขรุขระหรือเส้นที่ขีดไม่ชัดเจนอาจทำให้เกิดความไม่ถูกต้องได้ โดยเฉพาะอย่างยิ่งระหว่างผู้ปฏิบัติงานที่เป็นคนละกันและมีทักษะต่างกัน วิธีนี้ถูกใช้เนื่องจากไม่แพง และไม่ต้องการใช้วิธีการที่ไม่ทำลายผิว หรือเป็นวิธีที่ใช้ยืนยันผลลัพธ์ของวิธีการที่ไม่ทำลายผิว ASTM D 4138 ได้มีการสรุปวิธีการมาตรฐานสำหรับระบบการวัดนี้ไว้
วิธีการวัดความหนาสีด้วยการวิเคราะห์โดยน้ำหนัก (Gravimetric method) คืออะไร?
วิธีการวัดความหนาสีด้วยการวิเคราะห์โดยน้ำหนัก ทำได้โดยการวัดมวลและพื้นที่ของผิวเคลือบเพื่อกำหนดความหนา วิธีที่ง่ายที่สุดคือ ชั่งน้ำหนักชิ้นงานก่อนและหลังเคลือบ เมื่อกำหนดมวลและพื้นที่แล้ว ความหนาจะถูกคำนวณโดยใช้สมการต่อไปนี้

Gravimetric method
T คือ ความหนาที่วัดด้วยไมโครมิเตอร์
M คือ น้ำหนักผิวเคลือบในหน่วยมิลลิกรัม
A คือ พื้นที่ในสี่เหลี่ยมในหน่วยเซนติเมตร
D คือ ความหนาแน่นในหน่วย g/cm3
หากพื้นผิววัสดุมีความหยาบหรือผิวเคลือบไม่เรียบ จะหาความสัมพันธ์ของมวลของผิวเคลือบกับความหนาได้ยาก วิธีนี้ควรทำที่ห้องปฏิบัติการจะดีที่สุดเพราะใช้เวลานานและเป็นวิธีแบบทำลายผิวเคลือบ
เราสามารถวัดความหนาสีก่อนอบได้อย่างไร?
เกจวัดความหนาของฟิล์มเปียก (Wet-film) จะเป็นตัวช่วยกำหนดปริมาณของวัสดุที่จะใช้ เพื่อให้เป็นไปตามสเปคของความหนาของฟิล์มแห้งตามที่กำหนดไว้ โดยจะต้องทราบเปอร์เซ็นต์ของของแข็งโดยปริมาตร โดยจะวัดสารเคลือบแบบเปียกทุกประเภท เช่น สี น้ำยาเคลือบเงา และแล็กเกอร์บนพื้นผิวเรียบหรือโค้งมน
การวัดความหนาฟิล์มเปียก ในระหว่างการใช้งาน จำเป็นที่จะต้องมีการแก้ไขและปรับทันที เพราะการแก้ไขฟิล์มที่แห้งหรืออบด้วยสารเคมีแล้วจะมีค่าใช้จ่ายสูงเพราะต้องใช้แรงงานเพิ่ม อาจทำให้เกิดการปนเปื้อนของฟิล์ม และอาจก่อให้เกิดปัญหาเรื่องการยึดเกาะและความสมบูรณ์ของระบบการเคลือบ
สมการในการกำหนดความหนาของฟิล์มเปียก (WFT) ที่ถูกต้อง ทั้งแบบมีและไม่มีทินเนอร์ คือ
ไม่มีทินเนอร์:

มีทินเนอร์:

df คือ ความหนาฟิล์มแห้งที่ต้องการ
vsl คือ ของแข็งโดยปริมาตร
ฟิล์มเปียกส่วนใหญ่มักจะวัดด้วยหวีวัดฟิล์มเปียกหรือแบบล้อ หวีวัดฟิล์มเปียกคือแผ่นอะลูมิเนียมแบน พลาสติก หรือสแตนเลส โดยมีร่องของหวีที่ถูกสอบเทียบแล้วในแต่ละด้าน เกจจะวางในแนวตรงและพอดีกับพื้นผิวที่วัด และจะวัดทันทีหลังจากการเคลือบแล้วจึงเอาออก ความหนาของฟิล์มเปียกจะอยู่ระหว่างร่องของหวีสูงสุดที่ถูกเคลือบบนหวี กับร่องถัดไปที่ไม่ถูกเคลือบ การวัดด้วยเกจวัดแบบหวีนั้นมักไม่ถูกต้อง ไม่ละเอียด แต่มีประโยชน์ในการประเมินความหนาฟิล์มเปียกโดยประมาณของผิวเคลือบ แต่หากขนาดและรูปร่างของชิ้นงานที่ไม่สามารถใช้วิธีนี้ได้ จะต้องเปลี่ยนไปใช้วิธีอื่นที่แม่นยำมากกว่า ตามที่ระบุใน ASTM D1212
ควรใช้เกจวัดบนพื้นผิวเรียบ ปราศจากสิ่งผิดปกติ สำหรับการวัดบนผิวโค้งควรใช้ตามความยาว ไม่ใช่ความกว้าง การใช้เกจวัดฟิล์มเปียกบนผิวเคลือบที่แห้งเร็วจะทำให้การวัดค่าไม่ถูกต้อง ASTM D4414 สรุปวิธีการมาตรฐานสำหรับการวัดความหนาของฟิล์มเปียกโดยใช้เกจวัดแบบหวีเอาไว้
เกจวัดฟิล์มเปียกแบบล้อ ใช้ดิสก์สามแผ่น เกจจะถูกกลิ้งในฟิล์มเปียกจนกระทั่งดิสก์ตรงกลางสัมผัสกับฟิล์มเปียก จุดที่สัมผัสคือจุดที่จะทำให้เกิดความหนาของฟิล์มเปียก โดยสามารถวัดการเคลือบสีฝุ่นก่อนการอบด้วยเกจแบบหวีธรรมดาหรือเกจอัลตราโซนิก เกจวัดแบบหวีสำหรับฟิล์มแบบสีฝุ่นที่ไม่ผ่านการอบได้ด้วย การทำงานจะทำงานในลักษณะเดียวกับเกจวัดฟิล์มเปียกแบบหวี เกจจะถูกลากผ่านฟิล์มฝุ่น และความหนาจะอยู่ระหว่างฟันที่มีหมายเลขสูงสุดที่มีผงสีเกาะติดอยู่ กับฟันซี่ถัดไปซึ่งไม่มีรอยและไม่มีผงสีเกาะติด เกจเหล่านี้ราคาค่อนข้างถูก ความแม่นยำอยุ่ที่ ±5 mm. เหมาะสำหรับใช้เป็นแนวทางของการเคลือบเท่านั้น เนื่องจากฟิล์มที่ผ่านการอบแล้วอาจแตกต่างกันไปหลังการไหล รอยที่เกจทิ้งไว้อาจส่งผลต่อลักษณะของฟิล์มที่อบแล้ว
อุปกรณ์อัลตราโซนิก เช่น PosiTest PC สามารถใช้ได้กับผงสีที่ยังไม่ผ่านการอบบนพื้นผิวโลหะเรียบโดยไม่ทำลายพื้นผิว เพื่อประมาณความหนาของฟิล์มหลังอบ โพรบจะอยู่ในตำแหน่งใกล้กับพื้นผิวที่จะทำการวัด และการอ่านจะแสดงขึ้นบน LCD ของอุปกรณ์ ความไม่แน่นอนในการวัดคือ ±5mm.
แผ่นสอบเทียบความหนาผิวเคลือบ
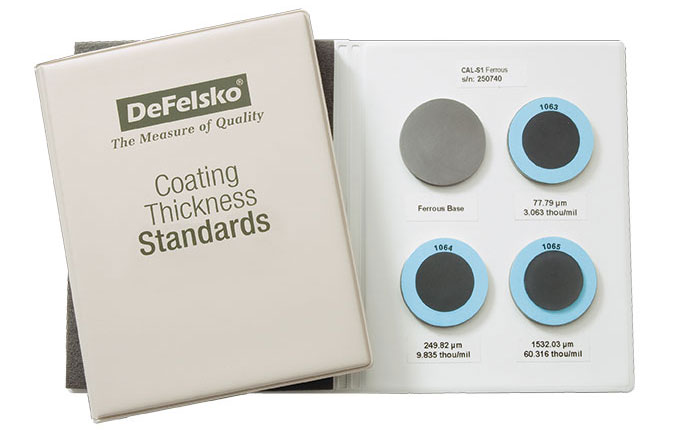
เกจวัดความหนาผิวเคลือบจะถูกสอบเทียบบนแผ่นความหนามาตรฐานที่ทราบค่าความหนา มีหลายแหล่งที่มาของแผ่นความหนามาตรฐาน วิธีตรวจสอบที่ดีที่สุดที่ควรตรวจสอบย้อนกลับไปยังสถาบันตรวจวัดระดับนานาชาติได้ เช่น NIST (National Institute of Standards & Technology) สิ่งสำคัญคือต้องตรวจสอบว่าแผ่นความหนามาตรฐานที่ใช้สอบเทียบมีความแม่นยำอย่างน้อยสี่เท่าของเกจที่จะใช้ในการสอบเทียบ การตรวจสอบมาตรฐานเหล่านี้เป็นประจำเป็นการยืนยันได้ว่าเกจวัดความหนาผิวเคลือบสามารถทำงานได้อย่างถูกต้อง แต่ถ้าหากเมื่อไหร่ที่ค่าที่อ่านได้ไม่ตรงตามข้อกำหนดความแม่นยำของเกจ จะต้องมีการปรับเทียบหรือซ่อมแซมเกจแล้วจึงสอบเทียบอีกครั้ง
สรุป
ความหนาของฟิล์มที่เคลือบสามารถส่งผลกระทบอย่างมากต่อต้นทุนและคุณภาพ การวัดความหนาของฟิล์มควรเป็นเรื่องที่ต้องปฏิบัติสำหรับผู้เคลือบทั้งหมด เครื่องวัดสีจะวัดค่าได้ถูกต้อง จะขึ้นอยู่กับช่วงความหนาของสารเคลือบ รูปร่างและประเภทของพื้นผิว ราคาของเครื่องวัด และที่สำคัญที่สุดคือค่าความแม่นยำของการวัด
สอบถามข้อมูลเพิ่มเติม:

แหล่งที่มา
Related articles
 ความหนาของการเคลือบ PCB (0)
ความหนาของการเคลือบ PCB (0)
PCB หรือแผงวงจร มีหน้าที่ในการนำไฟฟ้าหรือข้อมูลไปยังจุดต่างๆ บนตัวแผงวงจรและส่งต่อไปยังอุปกรณ์ที่มีการเชื่อมต่อไว้ โดยเราสามารถพบเห็นอุปกรณ์ที่มี PCB หรือแผงวงจรเป็นส่วนประกอบได้ทั่วไป […] Posted in เครื่องวัดความหนาสี, เครื่องวัดความหนาผิวเคลือบ การเคลือบผิว มีกี่ประเภท | Coating Method (0)
การเคลือบผิว มีกี่ประเภท | Coating Method (0)
การเคลือบผิว มีวัตถุประสงค์ คือ เพื่อป้องกันเนื้อผิววัสดุจากมลภาวะต่างๆ เช่น ความชื้น น้ำ ฝุ่นผง ลม และสารเคมีภัณฑ์ต่างๆ นอกจากนั้นการเคลือบผิวด้วยสารเคลือบ เช่น สี แลกเกอร์ ชุบโลหะ ยังช่วยให้วัสดุแลดูเงางาม […] Posted in News and Event, เครื่องวัดความหนาผิวเคลือบ การสอบเทียบ การทวนสอบ และการปรับค่า (0)
การสอบเทียบ การทวนสอบ และการปรับค่า (0)
การวัดค่าพารามิเตอร์ทางกายภาพ เช่น ความหนาผิวเคลือบ โปรไฟล์พื้นผิว และจุดน้ำค้าง เป็นงานทั่วไป สำหรับผู้ตรวจสอบและผู้ปฏิบัติงาน อย่างไรก็ตาม ความแม่นยำของการวัดค่าเหล่านี้ จะมีค่าเท่ากับเครื่องมือที่ทำการวัด […] Posted in เครื่องวัดความหนาสี, การสอบเทียบเครื่องมือวัด Calibration, News and Event, เครื่องวัดความหนาผิวเคลือบ![[Product Demo] วัดความหนาผิวเคลือบงานพ่นสีฝุ่น (Powder Coating) ด้วย Defelsko Positector PC](https://legatool.com/wp/wp-content/uploads/2017/11/pt-pc-kit-150x150.png) [Product Demo] วัดความหนาผิวเคลือบงานพ่นสีฝุ่น (Powder Coating) ด้วย Defelsko Positector PC (0)
[Product Demo] วัดความหนาผิวเคลือบงานพ่นสีฝุ่น (Powder Coating) ด้วย Defelsko Positector PC (0)
Defelsko Positector PC: Powder Checker For Uncured Powder Thickness. โดย ชัชวาล กิมเห, Engineer, LEGA Corporation. ทางเลกะคอร์ปอเรชั่น ได้รับ Request จากลูกค้าให้เข้าไปทำการเดโม่สินค้ายีห้อ […] Posted in เครื่องวัดความหนาสี, เครื่องวัดความหนา, เกจวัดความหนา, News and Event, เครื่องวัดความหนาผิวเคลือบ การวัดความหนาผิวเคลือบด้วย Ultrasonic (0)
การวัดความหนาผิวเคลือบด้วย Ultrasonic (0)
ในการวัดความหนาผิวเคลือบนั้น มีความสำคัญกับสินค้าหรือผลิตภัณฑ์ต่าง ๆ สูงมาก เพราะความหนาของผิวเคลือบนั้นส่งผลต่ออายุการใช้งานหรือแม้แต่คุณภาพของผลิตภัณฑ์นั้น ๆ […] Posted in เครื่องวัดความหนาสี, News and Event, เครื่องวัดความหนาผิวเคลือบ โลหะ Ferrous และ Non-Ferrous คืออะไร | What is metal? (0)
โลหะ Ferrous และ Non-Ferrous คืออะไร | What is metal? (0)
โลหะ (Metal) คือ วัสดุที่มีส่วนประกอบของธาตุโลหะมีอิเล็กตรอนอิสระอยู่มากมาย เช่น เหล็ก(Iron, Ferrous), ทองแดง(Copper), เงิน(Silver), อลูมิเนียม(Aluminum), นิเกิล(Nickle), ดีบุก(Tin), สังกะสี(Zinc), […] Posted in News and Event, เครื่องวัดความหนาผิวเคลือบ
Top7 : Popular articles
-
 การใช้งานและอ่านค่าม...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ การใช้งานอนาล็อกมัลติมิเตอร์(Analog Multimeter) เบื้องต้น
◼ มัลติมิเ...
การใช้งานและอ่านค่าม...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ การใช้งานอนาล็อกมัลติมิเตอร์(Analog Multimeter) เบื้องต้น
◼ มัลติมิเ...
-
 ไฟฟ้ากระแสตรง(DC) แล...
การทำความรู้จักหรือทำความเข้าใจเกี่ยวกับเรื่องของ ไฟฟ้ากระแสตรง(DC) และไฟฟ้ากระแสสลับ(AC) นั้นเป็นเรื่องพื้นฐานเลยท...
ไฟฟ้ากระแสตรง(DC) แล...
การทำความรู้จักหรือทำความเข้าใจเกี่ยวกับเรื่องของ ไฟฟ้ากระแสตรง(DC) และไฟฟ้ากระแสสลับ(AC) นั้นเป็นเรื่องพื้นฐานเลยท...
-
 อุณหภูมิในการเก็บรัก...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ สาเหตุของการทำให้อาหารนั้นเน่าเสีย
◼ การถนอนมอาหารโดยใช้ความเย็น
...
อุณหภูมิในการเก็บรัก...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ สาเหตุของการทำให้อาหารนั้นเน่าเสีย
◼ การถนอนมอาหารโดยใช้ความเย็น
...
-
 การหาค่าแรงม้า (HP)...
กำลังม้า แรงม้า หรือ horsepower (hp) นั้น ริเริ่มขึ้นครั้งแรกในยุคปฏิวัติอุตสาหกรรมในประเทศอังกฤษ ซึ่งใช้ม้าเป็นต้น...
การหาค่าแรงม้า (HP)...
กำลังม้า แรงม้า หรือ horsepower (hp) นั้น ริเริ่มขึ้นครั้งแรกในยุคปฏิวัติอุตสาหกรรมในประเทศอังกฤษ ซึ่งใช้ม้าเป็นต้น...
-
 ตารางแปลงหน่วยความดั...
ตารางแปลงหน่วยความดัน/ตารางแปลงหน่วยแรงดัน Pressure Conversion Table
รายละเอียดตามตารางด้านล่าง
คลิกที่นี่เพื่อชม...
ตารางแปลงหน่วยความดั...
ตารางแปลงหน่วยความดัน/ตารางแปลงหน่วยแรงดัน Pressure Conversion Table
รายละเอียดตามตารางด้านล่าง
คลิกที่นี่เพื่อชม...
-
 ทำไมค่าไฟฟ้าแพง
อัตราค่าไฟฟ้าสำหรับที่อยู่อาศัย คิดยังไง?
บิลค่าไฟฟ้าสำหรับที่อยู่อาศัยทั่วไป การไฟฟ้าจะแบ่งใช้งานเป็นประเภทที่ 1...
ทำไมค่าไฟฟ้าแพง
อัตราค่าไฟฟ้าสำหรับที่อยู่อาศัย คิดยังไง?
บิลค่าไฟฟ้าสำหรับที่อยู่อาศัยทั่วไป การไฟฟ้าจะแบ่งใช้งานเป็นประเภทที่ 1...
-
 คลื่นแม่เหล็กไฟฟ้า ม...
EMF (Electromagnetic field) หรือ สนามแม่เหล็กไฟฟ้า ได้ถูกนำมาใช้ประโชยน์อย่างหลากหลายในอุตสาหกรรมต่างๆ เช่น คลื่นโท...
คลื่นแม่เหล็กไฟฟ้า ม...
EMF (Electromagnetic field) หรือ สนามแม่เหล็กไฟฟ้า ได้ถูกนำมาใช้ประโชยน์อย่างหลากหลายในอุตสาหกรรมต่างๆ เช่น คลื่นโท...


