การวิเคราะห์ความสั่นสะเทือน Vibration ด้วยเครื่องวัดความสั่นสะเทือน
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ Step 1. เลือกวิธีการวัด Determine the method
◼ FFT ย่อมาจาก Fast Fourier Transform
◼ รุ่นที่มี FFT Analysis Function
◼ ทำไมเราถึงต้องใช้เครื่องวัดความสั่นสะเทือน
◼ โดยจะลำดับความสำคัญของเครื่องจักรที่จะนำวิธีการตรวจสอบนี้ไปปฏิบัติ มีดังนี้
◼ เทคนิคการใช้งานเครื่องวัดความสั่นสะเทือน
◼ ในการวัดความสั่นสะเทือนนั้นโดยปกติแล้วจะวัดใน 3 จุดคือ
◼ Bearing Valuation basis

การวิเคราะห์ความสั่นสะเทือนเครื่องจักรด้วยเครื่องวัดความสั่นสะเทือน (อ้างอิงตาม ISO 2372, CDI 2056 and ISO 2954)
Step 1. เลือกวิธีการวัด Determine the method
- Acceleration (mm/s2) ใช้วัดความสั่นสะเทือนของเครื่องจักรที่ความถี่ Frequency สูงกว่า 1,000 Hz แต่โดยส่วนมากมักจะใช้วัดและวิเคราะห์ความสั่นสะเทือนและการชำรุดเสียหายของลูกปืน (Bearing)
- Velocity (mm/s) นิยมใช้วัดมากที่สุด ใข้วัดความสั่นสะเทือนของเครื่องจักรที่มีความถี่ปานกลาง (10 – 1,000 Hz) ใช้วิเคราะห์ความสั่วสะเทือนของเครื่องจักรโดยทั่วไป เช่น มอเตอร์ ปั้ม พัดลม
- Displacement (mm) ใช้วัดความสั่นสะเทือนที่ความถี่ต่ำๆ ไม่เกิน 10 Hz นิยมใช้วัดแบบ Peak to Peak
Step 2. เลือก class ของเครื่องจักร/ มอเตอร์ Determine the class of targeted object (JIS / ISO)
ตามมาตรฐาน JIS B 0906 แบ่งประเภทของเครื่องจักรออกเป็น 4 ประเภท โดยใช้ค่าสั่นสะเทือนของ Velocity RMS ในการประเมิน
Class 1 เครื่องจักรขนาดเล็ก มีกำลังต่ำกว่า 15 kw
Class 2 เครื่องจักรขนาดกลาง มีกำลังตั้งแต่ 15 ถึง 75 kw หรือ เครื่องจักรทีมีกำลังตั้งแต่ 75 ถึง 300 kw ที่ติดตั้งบนฐานยืด
Class 3 เครื่องจักรขนาดใหญ่ที่ติดตั้งบนฐาน
Class 4 เครื่องจักรขนาดใหญ่และมีเทอร์โบ ติดตั้งบนฐาน
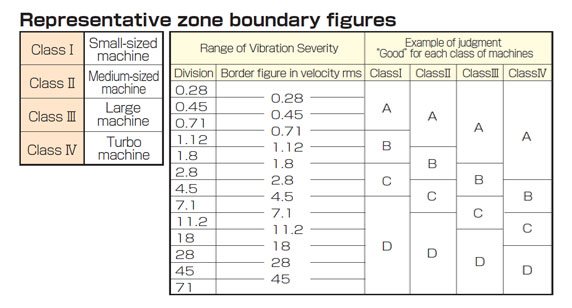
Example of vibration ตัวอย่างการวิเคราะห์ตวามสั่นสะเทือนด้วเครื่องวัดวัดความสั่นสะเทือนในการวิเคราะห์
A=Good, B=Acceptable, C=Warning, D=Dangerous
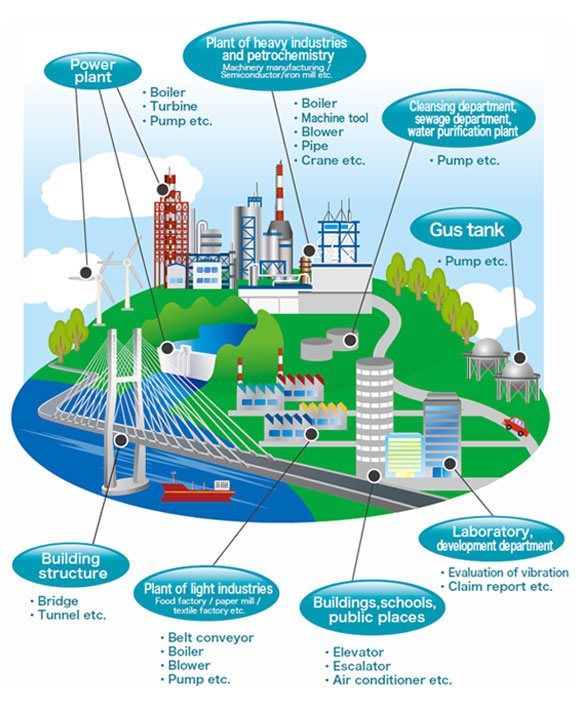
เครื่องวัดแรงสั่นสะเทือนสามารถใช้กับงานได้หลากหลาย ในหนึ่งบริษัทสามารถใช้เครื่องวัดแรงสั่นสะเทือนได้กับหลายๆ แผนก เช่น แผนกความปลอดภัยวัดความสั่นสะเทือน เพื่อบ่งบอกถึงความแข็งแรงของโครงสร้างอาคารแผนกซ่อมบำรุงวัดความสั่นสะเทือน เพื่อป้องกันการ Breakdown ของเครื่องจักรแผนกวัดความสั่นสะเทือนเพื่อพัฒนาสินค้าและเก็บข้อมูลเพื่อ feedback กับไปยังแผนก อื่นๆที่เกี่ยวข้อง แผนก QC วัดความสั่นสะเทือนเพื่อตรวจสอบคุณภาพของสินค้า หรือตรวจสอบสาเหตุของสินค้า
Basic of FFT ความรู้พื้นฐานเกี่ยวกับ FFT
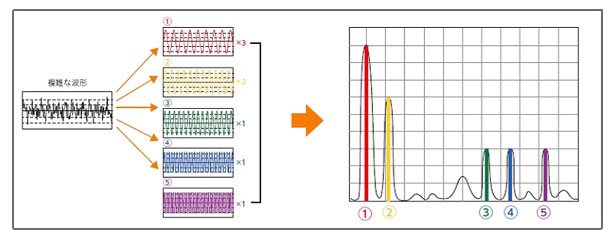
FFT ย่อมาจาก Fast Fourier Transform
เป็นการแสดงความสัมพันธ์ระหว่างแอมพลิจูดกับความถี่ในแต่ละความถี่ โดยทำการแปลงจากโดเมนของเวลา หรือ waveform มาอยู่ในรูปของโดเมนของความถี่ หรือ spectrum นั่นเอง
เครื่องวัดความสั่นสะเทือนที่ไม่มีฟังก์ชั่น FFT ผู้ใช้งานจะต้องนำค่าที่วัดได้มาเปรียบเทียบและวิเคราะห์ข้อมูลเอง (อ้างอิงจากวิธีการวิเคราะห์ด้านบน)
FFT ยังช่วยในการวิเคราะห์สาเหตุของปัญหาว่ามาจากส่วนใดของเครื่องจักร โดยการใช้ความถี่แต่ละช่วงแบ่งแยก หรือเป็นการเปรียบเทียบข้อมูลจากการวัดครั้งก่อนหน้านี้
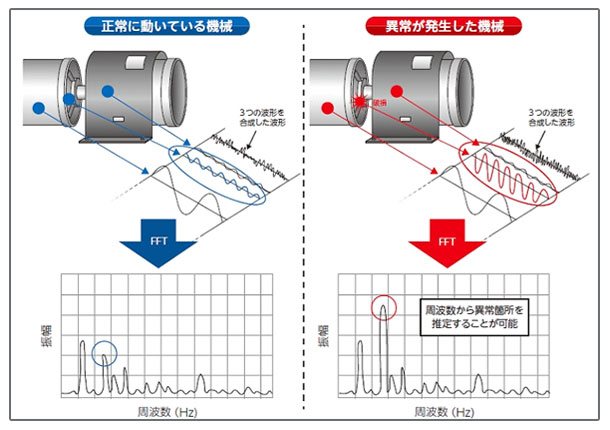
สำหรับเครื่องวัดความสั่นทะเทือนที่มีฟังก์ชั่น FFT แสดงผลการวิเคราะห์เครื่องจักร/มอเตอร์ได้เลย ตัวอย่างหน้าจอแสดงผลการวิเคราะห์ FFT

รุ่นที่มี FFT Analysis Function
■ VM-2012
■ VM-4424H
■ VM-3024H
■ VM-7024H
ทำไมเราถึงต้องใช้เครื่องวัดความสั่นสะเทือน
จากภาพจะเห็นถึงผลลัพธ์จากการปล่อยให้เครื่องจักรเสื่อมสภาพ โดยไม่มีการตรวจเช็คสภาพจนต้องหยุดเครื่องจักร ซึ่งส่งผลต่อการผลิต ด้วยค่าใช้จ่ายในการซ่อมแซมที่สูงกว่าต้องเสียเวลาในการซ่อมแซม สูญเสียโอกาสจากรายได้จากการหยุดเครื่องจักรปัญหาทั้งหมดจะลดน้อย ลงหากใช้เครื่อง วัดความสั่นสะเทือน เข้ามาช่วยกับงานซ่อมบำรุงตรวจสอบ และ เปรียบเทียบเพื่อให้ทราบว่าเมื่อไหร เมื่อไหร่ควรจะซ่อมแซม วิธีดังกล่าวนี้เรียกว่าวิธีการบำรุงรักษาเชิงพยากรณ์ (Predictive Maintenance) จะใช้เครื่องมือเข้ามาช่วยในการตรวจสอบสภาพของเครื่องจักรโดยมีเครื่องวัดความสั่นสะเทือนเป็นหนึ่งในนั้น หากตรวจพบก็จะทำการวางแผนเพื่อเตรียมอะไหล่ และ เวลาในการซ่อมแซมเครื่องจักร

โดยจะลำดับความสำคัญของเครื่องจักรที่จะนำวิธีการตรวจสอบนี้ไปปฏิบัติ มีดังนี้
• ค่าใช้จ่ายที่เกิดขึ้นเมื่อมีการหยุดเครื่องจักร (Machine Down-time Cost)
• ลักษณะของการผลิต เช่นเป็นเครื่องในกระบวนการผลิตแบบต่อเนื่อง หรือไม่
• ค่าใช้จ่ายในการซ่อมเครื่องจักร (Breakdown and Repair Cost)
• เป็นเครื่องจักรที่มีความเกี่ยวข้องสูงกับคุณภาพในการผลิต
• ความปลอดภัยในการทำงาน
เทคนิคการใช้งานเครื่องวัดความสั่นสะเทือน
ในการวัดการสั่นสะเทือน ของเครื่องจักรนั้นนอกจากมีเครื่องวัดการสั่นสะเทือน แล้วสิ่งหนึ่งที่เราต้องรู้ก็คือจุดที่เราจะต้องเอาเครื่องมือไปวัดว่าจะต้องวัดที่จุดไหนบ้างเราได้รู้จากข้างต้นแล้วว่า “การสั่นสะเทือนคือการแกว่งหรือ การสั่นของวัตถุเมื่อเปรียบเทียบกับจุดอ้างอิง” ดังนั้นในการวัดการสั่นสะเทือน ของวัตถุหรือชิ้นส่วนต่างๆ ของเครื่องจักรเราจึงต้องวัดในจุดที่เป็นจุดต่อของจุดที่หมุน หรือเคลื่อนที่กับจุดที่อยู่กับที่ซึ่งก็คือจุดที่รองรับการหมุนหรือการเคลื่อนที่ในการหมุนที่เป็น Bearing
ในการวัดความสั่นสะเทือนนั้นโดยปกติแล้วจะวัดใน 3 จุดคือ
1. จุดวัดในแนวแกน (Axial, A)
2. จุดวัดในแนวนอน (Horizontal, H)
3. จุดวัดในแนวตั้ง (Vertical, V)
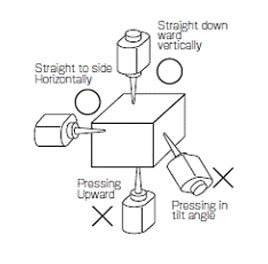
ในการวัดนั้นจุดที่วัด จะต้องเป็นจุดที่เป็นตัวเรือนเครื่องจักรหรือตัวเรือนของมอเตอร์ไม่แนะนำให้วัดบนฝาครอบหรือชิ้นส่วนอื่นๆเพราะจะทำให้ค่าที่ได้จากการวัดผิดเพี้ยนไปจากความเป็นจริง และในการวัดนั้นแรงกดของทุกครั้งที่วัดของทุกจุดจะต้องเท่ากัน หรือเลือกใช้ โพรบแบบแม่เหล็ก
ในการวัดแต่ละแนวนั้น ค่าที่ได้จากแต่ละแนวของการวัดจะเป็นตัวที่บ่งบอกถึงสาเหตุที่ทำให้เกิดการสั่นสะเทือนขึ้นซึ่งจะขออธิบายเบื้องต้นต่อไป
1. แนวแกน (Axial, A)
คือจุดวัดที่อยู่ในแนวขนานกับเพลาของเครื่องจักรที่ต้องการวัด ในการวัดนั้นเราต้องวัดในจุดที่อยู่ใกล้กับเพลาให้มากที่สุด การสั่นสะเทือน ที่เกิดขึ้นมากผิดปกติหรือเกิดขึ้นอย่ารุนแรงในแนวนี้มีสาเหตุมาจากการหมุนของเพลาการคดงอของเพลา และการ Misalignment
2. แนวนอน (Horizontal, H)
คือ จุดวัดที่อยู่ในแนวนอนหรือแนวขนานกับพื้น หรือ ตั้งฉากกับจุดยึดของฐานมอเตอร์ หรือเครื่องจักรซึ่งจะวัดทางด้านขวา หรือ ด้านซ้ายของชิ้นส่วนหรือเครื่องจักรที่ต้องการวัดก็ได้แต่มุมการวัดต้องได้ 90 องศา หรือใกล้เคียง กับจุดวัดที่เป็นแนวตั้ง (Vertical,V) การสั่นสะเทือนที่เกิดขึ้นมากผิดปกติหรือเกิดขึ้นอย่างรุนแรงในแนวนี้มีสาเหตุมาจากความสมดุล (Balance) ของเพลา ใบพัด ชิ้นส่วนที่เคลื่อนที่เป็นวงกลม หรือการแกว่งของเพลา ของเครื่องจักรนั้น ๆ
3. แนวตั้งฉากหรือแนวดิ่ง (Vertical, V)
คือ จุดวัดที่อยู่ในแนวตั้งฉากกับกับพื้น หรือด้านที่อยู่ตรงกันข้ามกับจุดจับยึดมอเตอร์หรือเครื่องจักรโดยทั่วๆ ไปแล้วจุดที่ทำการวัดคือจุดวัดที่อยู่ด้านบนของเครื่องจักรที่ต้องการจะวัดเช่นด้านบนของมอเตอร์หรือปั้มโดยจุดที่วัดจะต้องมีมุมขนาน 90 องศา หรือใกล้เคียงกับจุดวัดในแนวนอน
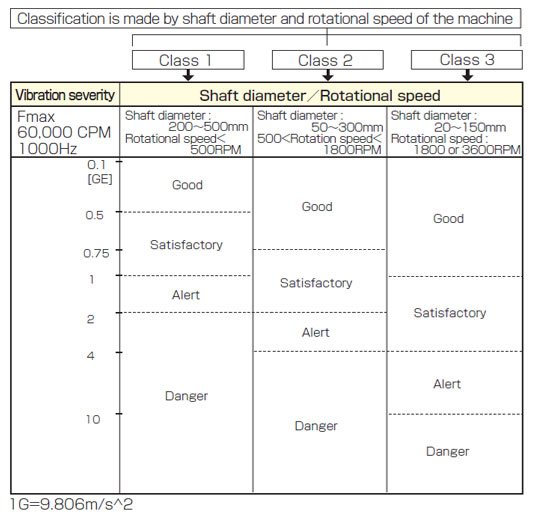
Bearing Valuation basis
การประเมินสภาพของBearingโดยใช้ค่าความสั่นสะเทือนของ E3 Peak โดยเทียบกับค่ามาตรฐานของSKF มีการแบ่งเป็น 3 ประเภท
Class 1
ขนาด Bearing Innerเส้นผ่านศูนย์กลาง ตั้งแต่ 200-500 มิลลิเมตร ความเร็วในการหมุน น้อยกว่า 500 รอบต่อนาที
Class 2
ขนาด Bearing Innerเส้นผ่านศูนย์กลาง ตั้งแต่ 50-300 มิลลิเมตร ความเร็วในการหมุน ตั้งแต่ 500-1800 รอบต่อนาที
Class 3
ขนาด Bearing Innerเส้นผ่านศูนย์กลาง ตั้งแต่ 20-150 มิลลิเมตร ความเร็วในการหมุน ตั้งแต่ 1800-3600 รอบต่อนาที
สอบถามข้อมูลเพิ่มเติม:
● เลือกซื้อเครื่องวัดความสั่นสะเทือน คลิ๊ก
● สามารถเยี่ยมชม บทความจาก LEGA CORPARATION ได้ที่นี้
● โทร. 02-746-9933
● LINE: @lega
Related articles
 การสั่นสะเทือนคืออะไร (0)
การสั่นสะเทือนคืออะไร (0)
การสั่นสะเทือนคือ การเคลื่อนที่ของมวลทุกทิศทุกทางในตำเเหน่งอยู่กับที่ โดยเฉพาะอย่างยิ่งโครงสร้างเครื่องจักร ชิ้นส่วนอุปกรณ์ ที่ติดตั้งทำงานอยู่ในโรงงานทั่วๆไป เช่น การหมุนของเพลาในบูช หรือแบริ่งกาบ จะหมุนที่จุดศูนย์กลางของบูช,แบริ่ง ถ้าเเบริ่งสึกหรอจะทำให้มีระยะห่างมาก […] Posted in เครื่องวัดความสั่นสะเทือน BOD ย่อมาจากอะไร หมายถึงอะไร (0)
BOD ย่อมาจากอะไร หมายถึงอะไร (0)
BOD ย่อมาจาก Biochemical Oxygen Demand ในการวิเคราะห์คุณภาพน้ำนั้น หนึ่งในปัจจัยสำคัญที่เป็นตัวบ่งบอกคุณภาพของน้ำก็คือปริมาณออกซิเจนละลาย (Dissolved Oxygen, DO) แต่หากเป็นน้ำเสียหรือน้ำทิ้ง จะต้องคำนึงถึงค่าปริมาณ ออกซิเจนที่จุลชีพใช้ในการย่อยสลายสารอินทรีย์ (Biochemical Oxygen Demand, […] Posted in เครื่องวัดคุณภาพน้ำ Water Quality Meter, เครื่องวัดบีโอดี BOD & ซีโอดี COD เครื่องวัดเสียง (Sound Level Meter) (0)
เครื่องวัดเสียง (Sound Level Meter) (0)
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก! ◼ เครื่องวัดเสียง คือ อะไร?? ◼ เครื่องวัดเสียง NTi Audio model XL2 – เครื่องวัดเสียงสารพัดประโยชน์ ◼ คุณสมบัติเด่นของ NTi รุ่น XL2 ◼ ฟังก์ชั่น การวิเคราะห์แบบ Real Time (Real Time Analyzer: RTA) โดย NTi Audio แปลและเรียบเรียงโดย ชัชวาล กิมเห, […] Posted in เครื่องวัดระดับเสียง ปัญหาเรื่องคุณภาพของกำลังไฟฟ้า ที่ส่งผลต่ออุปกรณ์การแพทย์ (0)
ปัญหาเรื่องคุณภาพของกำลังไฟฟ้า ที่ส่งผลต่ออุปกรณ์การแพทย์ (0)
การทดสอบความปลอดภัยทางไฟฟ้าแบบต่างๆ เช่น กระเเสไฟฟ้ารั่วและความต้านทานฉนวน ได้ดำเนินการขึ้นบนอุปกรณ์การเเพทย์เพื่อให้มั่นใจว่าการใช้งานอย่างปลอดภัยนั้นเกิดขึ้นๆได้จริงตามมาตรฐาน EN60601 ( อุปกรณ์และระบบไฟฟ้าทางการแพทย์ ) คุณภาพของกำลังไฟฟ้าที่จ่ายไปยังโรงพยาบาลจึงเป็นสิ่งที่สำคัญ […] Posted in เครื่องวัดไฟ LEGATOOL @ LAB SUMMIT 2022 (0)
LEGATOOL @ LAB SUMMIT 2022 (0)
LEGATOOL @ LAB SUMMIT 2022 วันที่ 28 มิถุนายน 2565 บริษัท เลกะ คอร์ปอเรชั่น จำกัด ได้เข้าร่วมงาน LAB SUMMIT 2022 ที่รวบรวม งานตรวจสอบควบคุมคุณภาพสินค้า, งานวิจัยกับเทคโนโลยีชีวภาพ, งานปฏิบัติการ ไว้ในที่เดียว เทรนด์ที่สร้างความได้เปรียบให้กับธุรกิจแห่งอนาคต ซึ่งจัดขึ้นที่ […] Posted in เครื่องชั่ง, เครื่องวัดอุณหภูมิ, News and Event, เครื่องบันทึกข้อมูล Data Logger การเลือกซื้อ CLAMP ON POWER LOGGER PW3365-20 และ PW3360-20,-21 (0)
การเลือกซื้อ CLAMP ON POWER LOGGER PW3365-20 และ PW3360-20,-21 (0)
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก! ◼ 1. เลือกตัวเครื่อง ◼ 2. เลือก CLAMP ◼ 3. เลือก Option ◼ 4. ซอฟแวร์และอุปกรณ์เสริม ◼ ตัวอย่างการเลือกซื้อ ◼ สอบถามข้อมูลเพิ่มเติม CLAMP ON POWER LOGGER รุ่น PW3365 และ รุ่น PW3360-20, […] Posted in เครื่องวัดไฟ
Top7 : Popular articles
-
 ไฟฟ้ากระแสตรง(DC) แล...
การทำความรู้จักหรือทำความเข้าใจเกี่ยวกับเรื่องของ ไฟฟ้ากระแสตรง(DC) และไฟฟ้ากระแสสลับ(AC) นั้นเป็นเรื่องพื้นฐานเลยท...
ไฟฟ้ากระแสตรง(DC) แล...
การทำความรู้จักหรือทำความเข้าใจเกี่ยวกับเรื่องของ ไฟฟ้ากระแสตรง(DC) และไฟฟ้ากระแสสลับ(AC) นั้นเป็นเรื่องพื้นฐานเลยท...
-
 การใช้งานและอ่านค่าม...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ การใช้งานอนาล็อกมัลติมิเตอร์(Analog Multimeter) เบื้องต้น
◼ มัลติมิเ...
การใช้งานและอ่านค่าม...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ การใช้งานอนาล็อกมัลติมิเตอร์(Analog Multimeter) เบื้องต้น
◼ มัลติมิเ...
-
 การหาค่าแรงม้า (HP)...
กำลังม้า แรงม้า หรือ horsepower (hp) นั้น ริเริ่มขึ้นครั้งแรกในยุคปฏิวัติอุตสาหกรรมในประเทศอังกฤษ ซึ่งใช้ม้าเป็นต้น...
การหาค่าแรงม้า (HP)...
กำลังม้า แรงม้า หรือ horsepower (hp) นั้น ริเริ่มขึ้นครั้งแรกในยุคปฏิวัติอุตสาหกรรมในประเทศอังกฤษ ซึ่งใช้ม้าเป็นต้น...
-
 ตารางแปลงหน่วยความดั...
ตารางแปลงหน่วยความดัน/ตารางแปลงหน่วยแรงดัน Pressure Conversion Table
รายละเอียดตามตารางด้านล่าง
คลิกที่นี่เพื่อชม...
ตารางแปลงหน่วยความดั...
ตารางแปลงหน่วยความดัน/ตารางแปลงหน่วยแรงดัน Pressure Conversion Table
รายละเอียดตามตารางด้านล่าง
คลิกที่นี่เพื่อชม...
-
 ความชื้นสัมพัทธ์ในอา...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ ความชื้นสัมพัทธ์ในอากาศ
◼ การวัดค่าความชื้นสัมพัทธ์ในอากาศ
◼ วิธีการตรวจวัด ไฮโกร...
ความชื้นสัมพัทธ์ในอา...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ ความชื้นสัมพัทธ์ในอากาศ
◼ การวัดค่าความชื้นสัมพัทธ์ในอากาศ
◼ วิธีการตรวจวัด ไฮโกร...
-
 ทำไมค่าไฟฟ้าแพง
อัตราค่าไฟฟ้าสำหรับที่อยู่อาศัย คิดยังไง?
บิลค่าไฟฟ้าสำหรับที่อยู่อาศัยทั่วไป การไฟฟ้าจะแบ่งใช้งานเป็นประเภทที่ 1...
ทำไมค่าไฟฟ้าแพง
อัตราค่าไฟฟ้าสำหรับที่อยู่อาศัย คิดยังไง?
บิลค่าไฟฟ้าสำหรับที่อยู่อาศัยทั่วไป การไฟฟ้าจะแบ่งใช้งานเป็นประเภทที่ 1...
-
 การอ่านค่าจากเวอร์เน...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ เวอร์เนียร์คาลิปเปอร์
◼ เวอร์เนียร์คาลิปเปอร์ เเบบอนาล็อค
◼ เวอร์เนียร์คาลิปเปอร์...
การอ่านค่าจากเวอร์เน...
เลือกอ่านเฉพาะหัวข้อ..คลิ๊ก!
◼ เวอร์เนียร์คาลิปเปอร์
◼ เวอร์เนียร์คาลิปเปอร์ เเบบอนาล็อค
◼ เวอร์เนียร์คาลิปเปอร์...


